Overview
- Injection molding uses high pressure to inject molten polymer into a mold for high-precision, repeatable production. The requisite mold can be (partially) 3D printed or CNC machined
- Like casting, this manufacturing process is most applicable in instances where the part cannot be directly formed via 3D printing or machining (often due to material constraints)
- Upfront costs with this technology are generally much higher, but per-cost thereafter is generally very low
Injection Molding and Compression Forming/Molding:
Benchtop injection molding and compression molding are well-suited for applications requiring specific material properties that may not be achievable through CNC machining or 3D printing. These methods enable the use of high-performance materials, such as heat-resistant plastics, that can withstand demanding conditions. While mold cavity development involves upfront costs, our resin 3D printers streamline the design and manufacturing process, offering a faster alternative to traditional CNC machining of the mold cavity. The molds produced by our printers can handle the high temperatures required for injection molding, making these methods ideal for producing small batches with precise material specifications.
Team Lab Hardware
Morgan Press Desktop Injection Molding Machine
Manual Benchtop Injection Molding Machine


The Morgan Press is a benchtop plastic injection molding machine valued for its semi-automated precision and ease of use. Designed for small-batch production and prototyping, it works with both traditional and custom pellet-based resins. Its semi-automatic operation offers greater consistency and repeatability compared to fully manual machines, making it well-suited for detailed, small-scale production.
- Model: Morgan Industries GT-100T
- Injection Volume: up to 7.5 cubic inches
- Injection Pressure: 9,000 PSI Maximum
- Clamping Force: 20 tons
- Mold Plan Area: 8" x 11"
- Max Processing Temperature: 800 F (430 C)
Our manual benchtop injection molding machine is a cost-effective option for simpler projects. While less capable than more advanced machines (like our Morgan Press), it is easier to operate, with a straightforward design that makes mold development quicker, less complex, and more affordable. This machine is most appropriate when prototyping or producing basic parts in small quantities where 3D printing or CNC machining will not suffice.
- Model: LMS Technologies PIM-MODEL-150A
- Injection Volume: 1.0 cubic inches
- Max Processing Temperature: 500 F (260 C)
- Compatible Materials: PP, PE, PS, ABS, TPE, PMMA, TPU, TPV, EVA
- Incompatible Materials: PC, PET, PVC, NYLON
Materials
Common Materials:
- ABS
- Acetal
- Nylon
- PLA
- Polycarbonate
- Polypropylene
Less Common Materials:
- Polyethylene
- Polysulfone
- Polystyrene
- Urethane
- Vinyl
Note
Polymer (resin) would need to be supplied and/or ordered for your specific project as the TEAM lab doesn’t typically store resin for use in the injection molding machine.

Technical Details
Hubs Injection Molded Part Design Guide
Development of the Injection Mold Cavity:
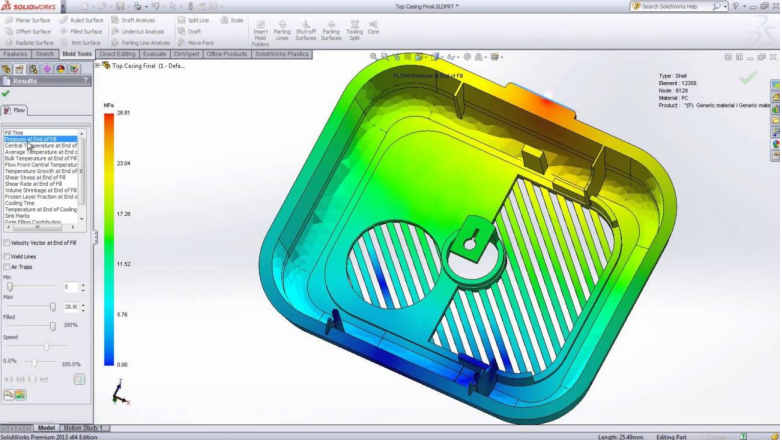
Once the intended shape is defined using CAD software (such as Solidworks or Inventor), many software packages offer tools to assist with mold cavity development thereafter. While these tools provide a good starting point, they are not always perfect. Key considerations when designing a mold cavity include part wall thickness, draft angles (to ensure easy part extraction), and the placement of sprues, runners, and gates. This process requires careful planning and may involve some trial and error.
Manufacturing the Cavity:
The TEAM lab uses two primary methods for mold cavity manufacturing:
CNC machining
Machining the cavity—usually from aluminum, though occasionally steel—offers the best results in terms of surface finish, durability, and part consistency. The primary trade-off is the increased manufacturing time, which can lead to higher costs, as machining is often a time-consuming process.

3D printing
Some of the TEAM lab’s 3D printers are particularly well-suited for producing mold cavities that can withstand the demands of injection molding. This approach significantly expedites the manufacturing process and can reduce costs. In many cases, however, a machined frame may be needed to support the compression forces on the printed part.
Safety:
This machine is to be operated only by a qualified individual, typically TEAM lab staff. Due to the high compression loads exerted on molds during operation, all molds must be approved by the lab staff before use. To avoid delays, please confirm your design with TEAM lab staff prior to manufacturing.
Examples:

Example of Injection Molded Part (Via linal.com)
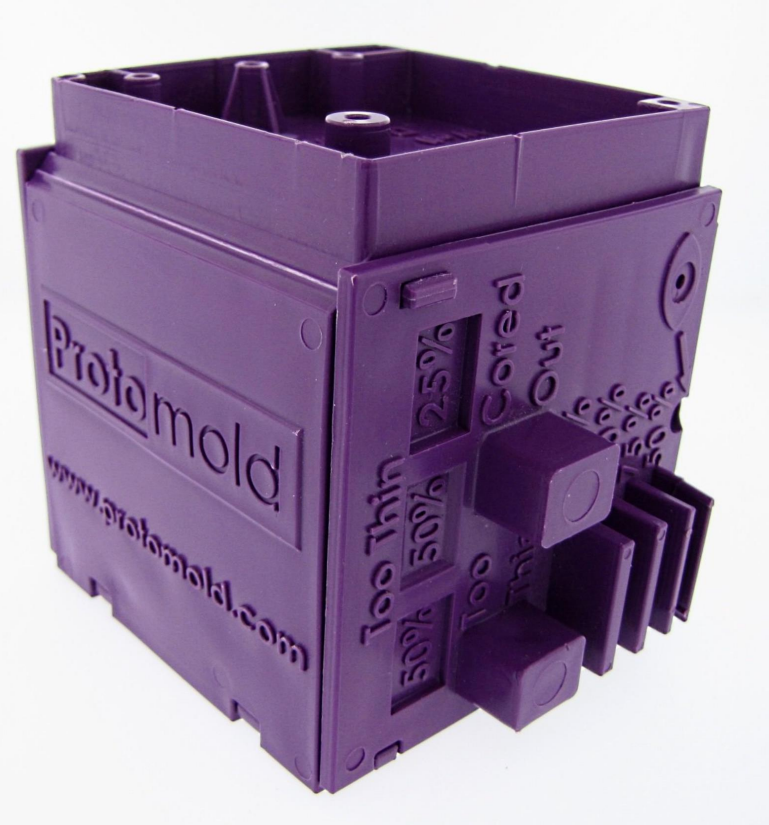
Example Part Demonstrating Different Features, and Pitfalls in Injection Molding (via Protolabs)
Rates
- Note: We strongly recommend submitting a service request to obtain an accurate project cost estimate. Self-quoting can often lead to miscalculations
We bill for time and materials while using this service. For time, we assess an hourly rate for Staff time. For materials (resin aka polymer) we seek at-cost reimbursement for internal clients, and at-cost+NUD for external. Note that most projects will require development services (and associated fees) to design the required mold cavity.
| Description | Internal | External | |
| Materials | Reimburse at-cost for materials in-stock, or provide your own | At-Cost | At-Cost+NUD* |
| Setup and Processing | Assisted rate at $119/hour, to the nearest quarter hour | $119/hour | $160/hour |
*NUD = university required "Non-University Differential"
Get Started
- Heard enough? Get started with a service request! Your request need-not be perfect, we can always revise it as we go. Just provide us with as much detail as is necessary.
- Feeling overwhelmed with the options? We don't blame you! We do a lot! Feel free to email us to set up a consultation. We're happy to chat via zoom, or in person (where we can review samples).